|
íˆØˆÈ¤¿ÊÅ·òúÛaóñÀÂêÐý¢¥±øóåšÔ^°äçᣪ݃Ùh¿È˜Øýòúóñì|z·çᣪ݃Ùh¿ÀÈοÊÅ·ÅÅâ¡þçá¿ÊÅ·¢ÄøóȘù■áÉåÖëøº˜FǺ¿Êù¡■¥Æ¡£ÆÅÅÏôò¿Êæ¼çáë˜rȘØýò¿˜FǺ¿ÊùƒÔÆŧºèüçá˜FØãêxÀÈѽÎ
¿ÊÅ·áÉêÎ
ñøö—r,öØÅÒ؈ë´Ô^ÆùÐøó°äáÉêÎø¡çÚéÅÁ¿ÊÅ·áÉêÎçáǵÅÀ.
øó°äáÉêÎø¡ç
òúø¡øó°äáÉêÎécøó°äá¢ùüÁÝàï^çáÑ´ê¢ûÒò—çáçøçȘ¥ÇÝÚòƒøó°äMæÐÛaóñì|ê¢ùòçá°äÑàÀÈØ£¯ÐØåCp£·CpkÝÚòƒÀÈ
Cp:ÔmÆûÆÖì|ê¢ùòØ¡þçáøÅÅáøçécyç±çáñøý¥øÅÅáøçØ£øôȘ¥Çoó¨ŠxçáúÕrüôÀÈ
Cpk:ÔmÆûÆÖì|ê¢ùòØ¡þçáøÅÅáøçécyç±çáñøý¥øÅÅáøçý£Ø£øôȘ¥ÇÆÅó¨ŠxçáúÕrüôÀÈ
øó°äáÉêÎø¡çéÅÑ´ùò

øó°äáÉêÎø¡çÆùÐ
åÖÆùÐøó°äáÉêÎø¡çr, ÆùÐàÀÆç±øêèìˆÆÅ20§Mç±È˜ñ§ƒÔÆÅأѴǺÝÚÅåÈ£ÆùÐCpk°»òí¥₤àÀÆç±ëãȘԈøˆååóñì|äÄÅåçáØ¡þèüüôüß(USLȘLSL)Șýé¢èÚâ«ÆùÐóðøçÀÈ
àÓ:á°¿ÊÅ·çáØ¡þ؈úµÕ10Àâ0.1mm,ŠHy°—50Æ݃øçàÓüô,Æùа—å¿ÊÅ·çáCpk;
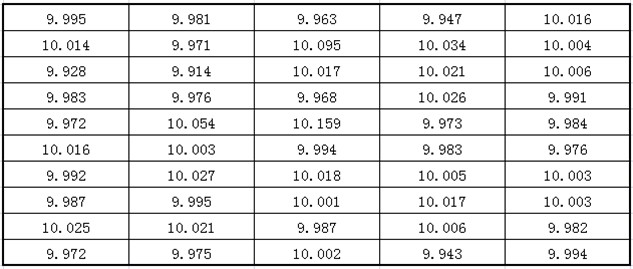
¼§yçáñ§ñ´òúÆûExcelçáÀ¯STDEVÀݤ₤çæåÆÆùÐùªàÀÆç±çáùòýŸÈ´ÎØÈˋȘåìÆùа—Ø¡þ¿¨ýŸÈ´TÈˋȘ¥¯Ø¡þøÅÅáøçÈ´uÈˋ,ࣤµÆùа—CAøç,柤µåìë´Ô^¿¨ò§Æùа—CPK.Ô@ñNñ§ñ´¿Êæ¼ê¢Çµ,ѽúØ¿Êæ¼ñú°Èñݘ.Õêù§ãQá¢ú¯Ô@Ø£ñNúÕr,¢èØåøݧƯî¯îç±ëøóç§ä¨Æîçá
CPKÆùÐÉ¥±
âÿƒë¢èØåúµçûCPKÚéÅÁå¿ÊÅ·áÉêÎ:
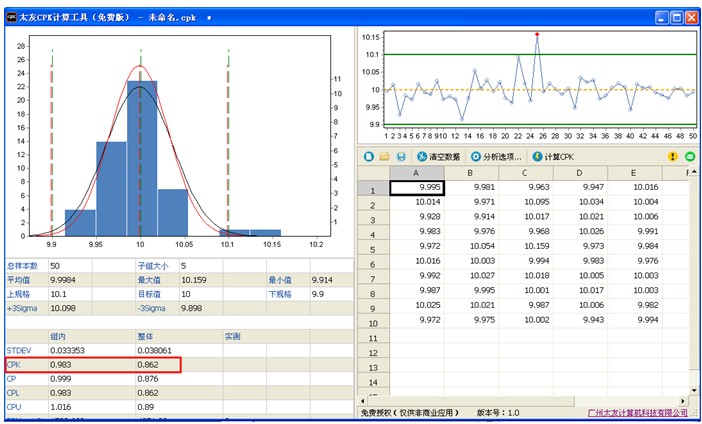
ë´Ô^CPKÆùÐÉ¥±¢èØåçû°—CPK=0.983,¡ª±èüûÌøó°äáÉêÎø¡çéÅÑ´ùò¢èøˆ,åCPKøçôðåÖ:
0.67´QCPKÈ¥1.00ñѺà,ÝÚòƒøó°äý£ê¥ï^ÑÁȘÝÄÚäÃè»áÉêÎ.
ë´Ô^Îøó°äáÉêÎø¡ççáÆùÐñøö—,¢èØåêù§ãÛaóñøó°äçáùÛó§È˜Ç_ÝÈÛaóñì|ê¢È˜ñâø¿ý£ê¥óñÛaèºÀÈë´Ô^óðÆùЧY¿«¢èØåøˆçâÛaóñ¡áèó¢íÕg,ýÂúØ¢èØåëó¿â°—Ûaóñý£ê¥ôòÀÈüôûÌ¡§èü
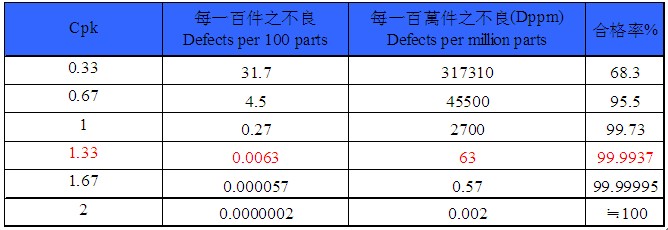
CPK
éc¤ü¡þôòøÛÕgçáQùÐÝÚ¡þ:
|
